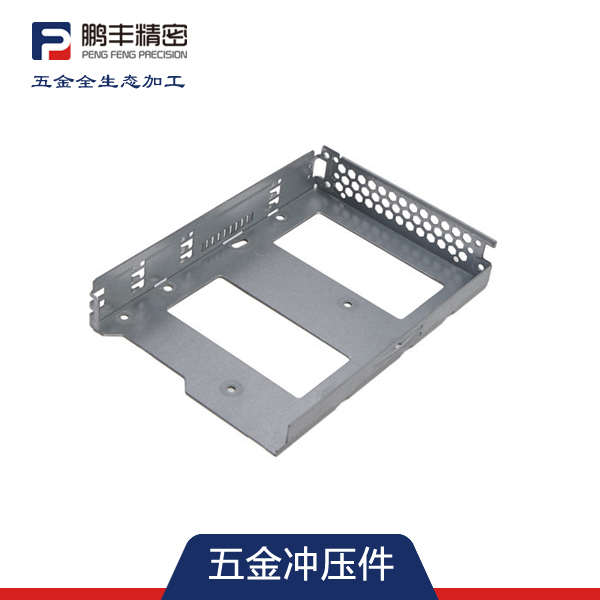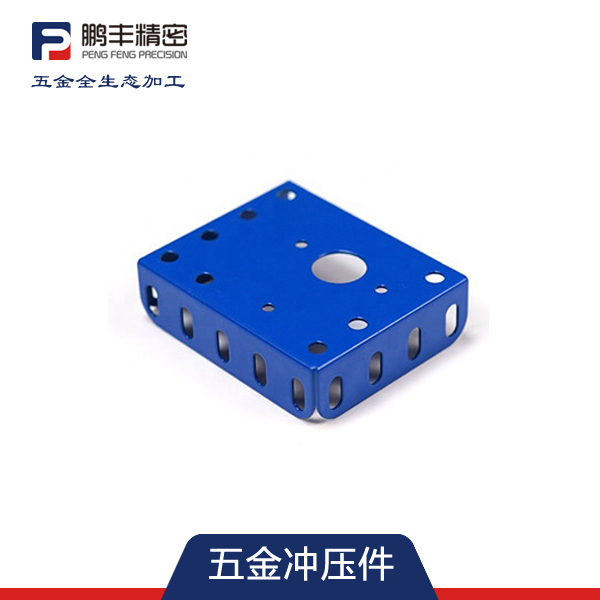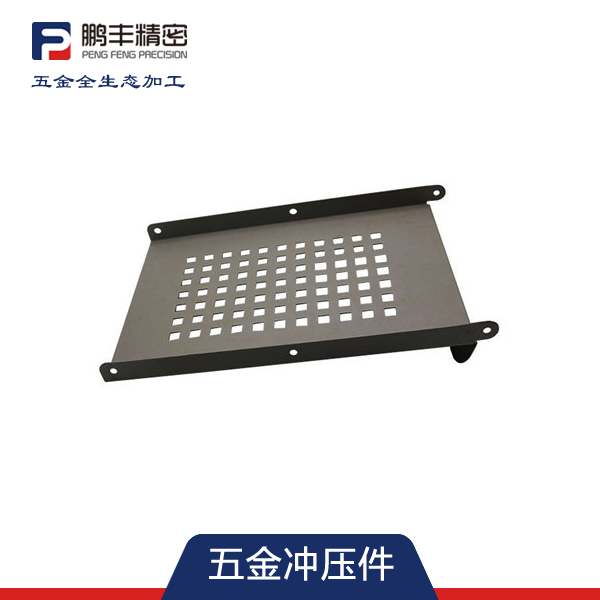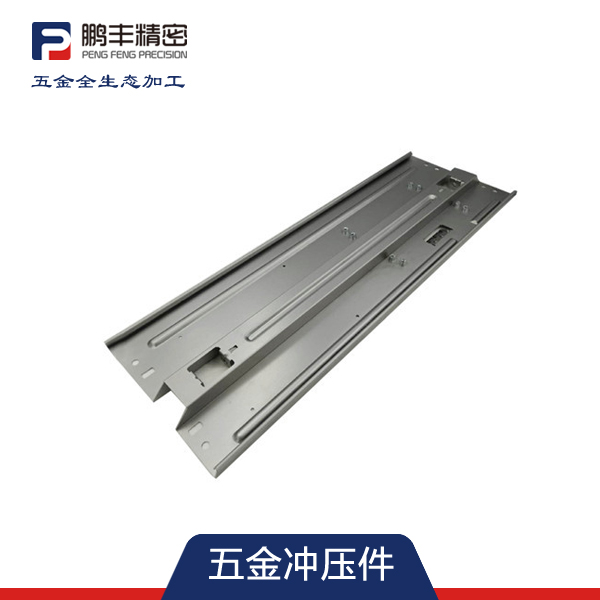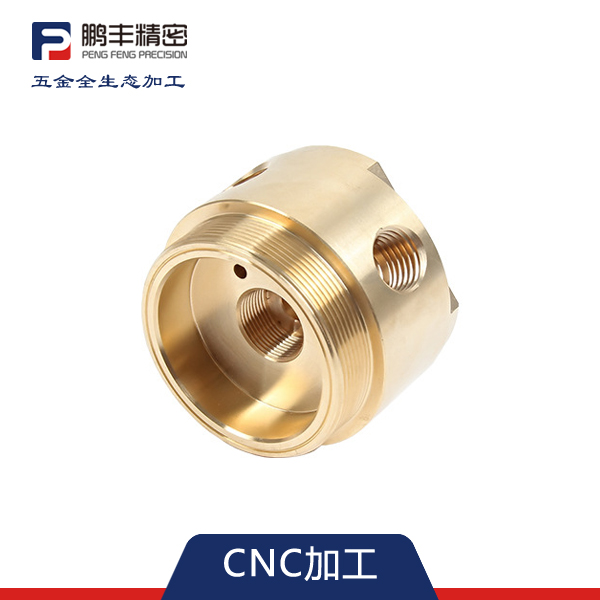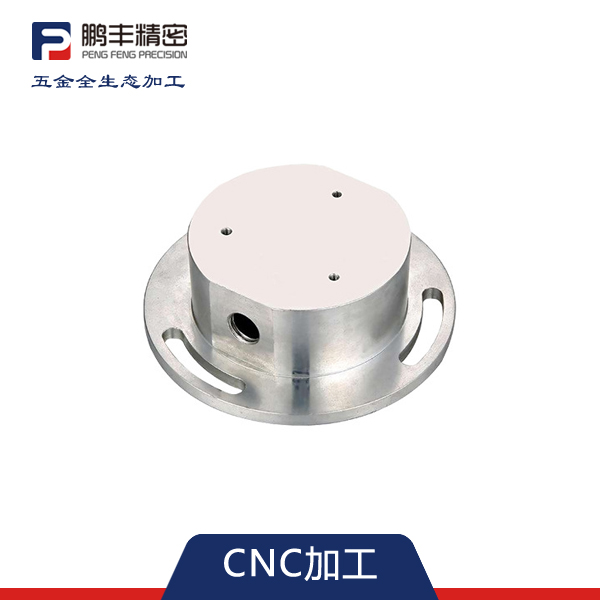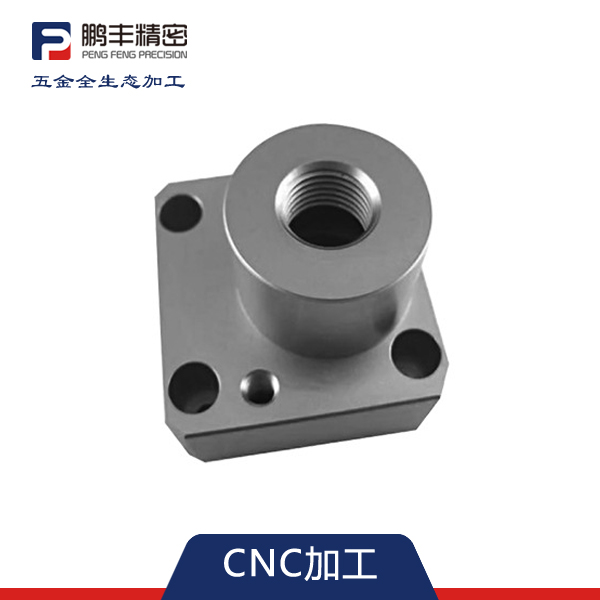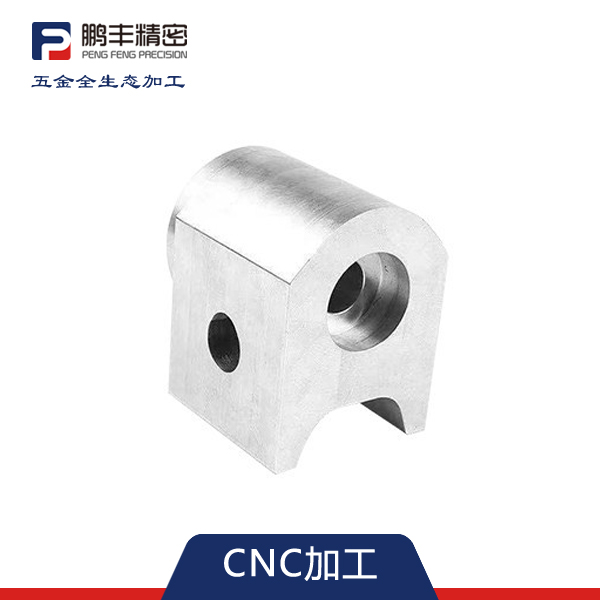













致力于各类五金产品定制、生产
先进器械设备(台)
生产员工规模(人)
自营工厂规模(㎡)
工艺加工中心(个)
原材料仓库(个)
年产能(万件)
10年专注五金非标定制及五金加工
从原料采购、半成品制造到成品出库,全程品质严苛检测



匠心专业成就,每一步都出色

在冲压过程中,由于材料流动不均匀、摩擦阻力等因素影响,很容易出现起皱的问题。这不仅会降低产品的质量,也会增加生产成本。对于拉伸模具起皱的修复工作主要有以下几点:···

鹏丰精密五金有限公司全体员工:根据国务院对2023年端午节的放假通知精神,结合我公司实际情况,现将我公司端午节放假具体安排通知如下:2023年端午节放假,共1天。6月21日(星···
Copyright © 2022 深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 135-2877-5529
135-2877-5529